

リールシートの形状は、ルータービットで溝加工する方式と、リールシートを偏芯加工する方式、後は円筒のままでポケット&リングn金具を使用する方式に大きくは分類されます。
私は偏芯加工するリールシートを採用しています。
理由はルータービットで溝加工する方式の場合、溝加工部分にコーティング樹脂が溜まったりするので、コーティング後も研磨加工しやすい形状が望ましいと考えたからです。
ポケット&リング方式の場合、ポケット金具を自分で加工できないため、自分で金具を加工できるもののほうが良いと考えております。
さて、この偏芯タイプのリールシートを加工する治具ですが加工したいリールシート形状を反映したものでなければなりません。
リールシートを加工する上で必要な寸法は以下の通りです。
ここで判りにくいのは偏芯量と偏芯部分加工量です。
偏芯量とはリールシートの回転中心と偏芯部分のR中心との距離のことです。
偏芯部分加工量とは偏芯加工での加工量(除去量)を示します。
私が加工しているリールシートの形状は以下の通りです。
・リールシート長:約90mm(最終的に85mm程度に加工します)
・リールシート径:17.3mm
・リールシート内径:8.5mm
・偏芯量:5mm
・偏芯部分加工量:2.5mm
上記寸法で加工した場合に偏芯部分の最終形状のRは以下になるかは、次式で導かれます。
最終形状のR=1/2リールシート径+偏芯量-偏芯部分加工量 すなわち1/2*17.3+5-2.5=11.15

リールシートにリールが鎮座するときに安定するのはリールフット裏面のRよりも偏芯加工部分のRのほうが大きい場合です。
偏芯加工部分のRのほうが大きい場合は図に示すようにリールフットの両側端部がリールシートに接触するため回転せずに安定した姿勢でリールが保持されます。
反対に偏芯加工部分のRのほうが小さい場合はリールフットの中央部分の1点でのみ保持されるのでリールが回転しやすくなってしまうのです。
リールフット裏面はおおよそR9mm程度であるため、リールシートの偏芯部分のRは10mm以上のRが望ましいと考えております。

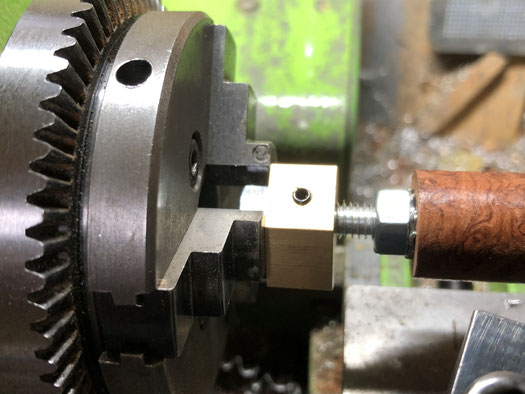
私が作製する偏芯加工治具は写真のような構成となっています。
まず、六角形の部品、この部品のどこにネジを切るかによって偏芯量が決まります。
また、六角形の部品にはM6の長ネジをねじ込んでいます。写真ではねじの下にはパイプがあります。このパイプはリールシート内径とM6ネジの補正用パイプとなります。
私はリールシート内径をφ8.5mmのドリルで加工していますので、M6ネジとの補正用に肉厚0.75mmのパイプを介在させることによりガタツキなく偏芯加工を行うことができるのです。
このパイプはご希望の肉厚で作製可能ですので、リールシート内径に合わせて加工いたします。
この治具で一番重要な部分は2個ある六角形の部品のねじれがない事です。
ねじれがあると偏芯加工もねじれてしまうのです。
このねじれを無くすために六角形にしてねじれ防止としているわけです。
また、M6の長ネジと六角形の部品とは虫ネジで固定されるのですが、M6の長ネジにも虫ネジの一部が食い込むような座グリ加工をしているので、フラットな板等この偏芯治具を置いてねじれがない状態を確認したうえで虫ネジを閉め込めばねじれの無い状態で治具をセッティングすることが可能なのです。
治具にリールシートフィラーをセットした状態で、まず、六角形の部品に貫通しているM6の長ネジを固定しているナットを旋盤の主軸にチャックして、長ネジにセンター穴加工している部分を芯押し台で押して加工することで円筒状に加工を行うことが可能です。

次に偏芯加工を行います。
まず六角形の部品を主軸にチャックします。
芯押し台側は六角形の部品の中心に加工されたC穴を押します。
これで、偏芯回転するので、リールシートフィラーがバイトに接触した時点から規定量(偏芯部分加工量)だけ加工を行うことで偏芯加工が出来ます。
あとはサンドペーパー等でツールマークを消して仕上げればオーバルタイプのリールシートフィラーが完成します。
Retro Rod&Reelでは偏芯量やフィラー内径に応じたパイプの加工を行うことで、今使用しているリールシートと同形状のリールシートを加工するための軸を作製いたします。
価格は税込み3900円となっております。