

暑いですね。
いつの間にか梅雨も明け、一気に毎日35°オーバーの日々が続いております。
奈良は盆地なので、暑いです。
さて3種類の竹材での加工を進めているバンブーロッドはブランクが完成しております。
次なる工程はFerruleの接着なのですが、まずはFerruleの設計です。
フェルール部分の対面幅が4.6mmなので、Ferruleサイズとしては11.5/64サイズとなり、新たにFerruleの設計を行いました。
フェルール部分最外径は6.15mmなのですが、その外径サイズに合うニッケルシルバーがなく、φ10mmのニッケルシルバーからの削り出しとなりました。
フェルール加工用のニッケルシルバーも準備が必要ですね!
さて、設計が終われば外径加工の方はCNC旋盤の精度で加工可能ですので特に問題はないのですが、
内径加工(ドリル加工、リーマー加工等)は芯押し台での手加工になるので少し不安です。
φ3mmのドリルから順にサイズを上げて穴加工していきます。
オス側はステップダウン形状なので、2段階の穴形状に加工します。
メス側はブランクと接着する側の穴加工を行ない、オスフェルールと嵌合する穴はフェルールを突っ切りした後に行います。
オスフェルールと嵌合する穴はドリル加工後にリーマー加工します。
市販のリーマーは先端部10mm程度はテーパーが付いており、この状態でリーマー加工するとオスフェルールとの嵌合状態がよろしくありませんので、予めリーマーの先端部のテーパー部分はグラインダー等で削り落として、テーパーがない状態のリーマーにしております。
リーマー加工まで終了したらセレーション加工です。
セレーション加工とはフェルールの端部に切り込みを入れるかこうのことで、6等分に切り込みを入れていきます。
このセレーション加工は色んな方法が考えられますが、私は専用治具を使用して、フライス盤に鋸刃を取り付け、1つづつ切り込み加工を行なっています。
鋸刃の厚みは0.1mmですが、これは0.2~0.3mmでも問題ありません。
というのは、セレーション加工後にこのセレーション加工部をヤスリ等でV型に成形加工するからです。
セレーション加工の専用治具といっても大した治具ではありません。
フェルールの外径サイズよりも0.1mm程度大きな穴加工した六角棒(ここでは真鍮棒)の端部にねじ加工したものを作製し、フェルールを差し込んでネジ固定しています。
この六角棒をバイスに挟み込んでセレーション加工し、加工が終了すると、この治具を60°回転させてバイスに挟み込んでセレーション加工を行なうというようにすると60°ずつセレーション加工を行なうことができます。
この時に高さが変わらないようにスペーサー等を敷いて調整します。
六角棒を使用するのがミソです。

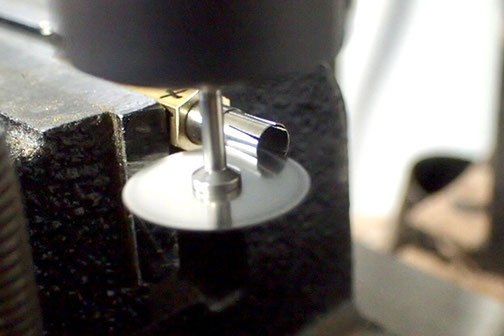
治具単体の写真です。非常にい簡単な構造ですが、正確に60°ずつセレーション加工が出来るので重宝しています。
フライス盤をお持ちてない方も多いと思いますが、その場合は、旋盤でも加工可能です。
まず、鋸刃を主軸に固定します。
フェルールを治具に固定し、刃物台に固定します。
この時にできれば1こずつセレーション加工できるように鋸刃と刃物台の位置関係をスペーサー等で調整します。
もし調整範囲以外の場合は、鋸刃中心とフェルール中心高さを合わせて、2か所同時加工できるように調整します。
あとは主軸の回転数を調整し、X軸で切り込んでいきます。
2か所同時加工に場合は負荷が大きく、鋸刃での加工の際に直線性が損なわれる恐れがありますので、送り量をゆっくりにして、刃物に負荷が掛かりすぎないように注意が必要です。
同様にボール盤でも加工可能ですが、送り機構がないので、治具をバイスに固定して、バイスをガイドするものを作製して、ガイドに沿わせながらバイスを手で押して、規定位置までセレーション加工を行ないます。
このような加工機であっても、少し工夫をすればセレーション加工を精度よく加工することは可能です。
六角治具さえあれば.....。
色んなサイズのフェルール用にこの簡単な治具を準備しておけば重宝します。
ネジでフェルールを固定するとフェルール部分に傷がつきますが、この部分はブランクに接着後、すり合わせを行い、最後に研磨する部分なので、あまり気にすることはありません。
気になるようであれば、ネジとフェルールの間にアルミの薄板(ビール缶を切って使用します)を挟んで締め込めば傷防止できます。
なお、この六角形の治具が欲しいという方は、加工いたしますので、ご連絡ください。
治具内径を指定していただければ加工いたします。
ということで、フェルールの加工は終了し、現在フェルールの接着中の段階です。
今後は、フェルールのすり合わせ、研磨、ブルーイング、コルク接着、成形、ラッピングと進んでいきます。