

ORVIS CFOⅢの修理依頼がありました。CFO1.2.3も同時に修理依頼があり、1.2.3はフット固定ねじの締結力が弱いとのことで、一回り大きなタップ加工して締結力を向上させました。
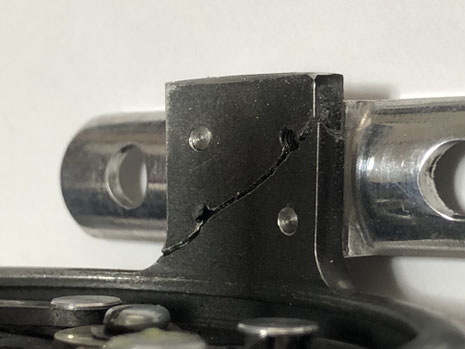
CFOⅢの不具合は、CFOはフットをフレームにネジ固定するネジ穴が対角線に形成されているんですが、その対角線に沿ってクラックが入っており、エポキシ樹脂で接着されているのです。
当然このクラックの影響でフットを固定することは出来ません。
さて、どのように修理しようかと考えていたんですが、対角線のクラックとは対称の位置にネジ穴を形成することでフットの締結力は確保できるだろうと考えました。
と言うことで、フットの純正の固定穴とは対称に位置に穴加工を行ないます。
穴位置を決めてセンタードリルで基準穴を加工します。
次に基準穴にφ2.1mmのドリル穴で穴加工を行ないます。
今回はM2.6mmのネジで固定する予定なので、フレーム側にはM2.6 のタップ加工をするので、下穴はφ2.1mmなのです。
ですから、フット側にφ2.1mmの穴加工を行なった後にこのフットをガイドにしてドリル穴加工を行なうのです。
フレーム側には薄板を補強にために接着していたのでドリル穴加工、タップ加工も問題なく加工できました。
M2.6のネジ径は約2.45mm程度なので、フット側にはφ2.5mmのドリルで追加加工しておきます。
次はフット裏面の座グリ穴加工です。
純正の座グリ穴径は4.0mmなので、4.0mmの座グリ穴径に統一しました。
さて、この座グリ穴加工は位置決めが大変だろうと思われるかもしれませんが、案外簡単なのです。
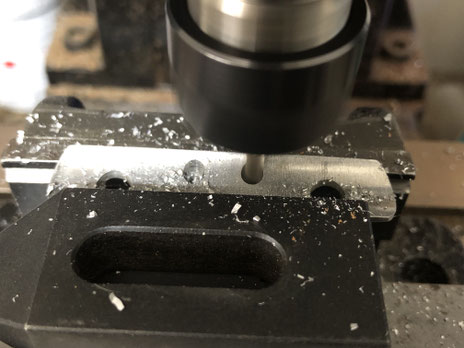
バイスのフットを挟んで固定した後、フライスのチャック部分にφ2.1mmのドリルを固定します。
このドリルに対してフット裏面のφ2.1mmのドリル穴を合わせてバイスを固定すると、フライスの主軸と加工穴の位置決め完了です。
φ4mmのエンドミルを主軸にチャックして、座グリ穴加工を行ないます。
これを対角線のもう1個のドリル穴でも同様に位置決めして座グリ穴加工を行ないます。
これで座グリ穴加工は完了です。
フットをフレームにネジ固定する際にメタルロック(接着剤)を塗布して接着ネジ止め固定を行いました。
ネジ固定後、クラックの入っている部分にもメタルロックを流しいれて補強を行ないました。
HARDYやORVISはスプールとフレームとの隙間が僅かなので、ネジが少しでもフレームから突出しているとスプールと干渉してしまうので、ネジ長さには注意が必要です。
溶接等で肉盛りが多いと干渉してしまうので、なかなか大変な修理になります。本来であればこの面にも補強板を入れたいのですが、干渉してしまうので、この部分には接着剤を流し込むのみです。
ということでなんとか対称位置にネジ穴加工を行ない固定することが出来ました。
元の状態程強度が出ているとは思えませんが、通常使用には問題ないレベルにはなっているのではないかと想像いたします。
リールを落としたり、転倒した場合は破損するかもしれませんが、どんなリールでも落下や転倒ではダメージが大きいので、注意が必要です。