

A.T.Hリールを右巻きに変更してもらえませんかとの依頼を頂き、分解してみると、このモデルはワンウェイクラッチが収まっているユニットからワンウェイクラッチを抜こうと裏面から加圧しようにも裏面の開口部径はワンウェイクラッチの内径と同径でクラッチのハウジングを加圧できない構造になっていました。
ユニットの開口部を一部加工して加圧できるように加工できそうな気もするんですが、最悪の事態を想定したときにはリスキーすぎで、踏み込めない自分がいました。
SNSでこのユニットを交換してくれるフライマンがいるかもしれないと思い呼びかけました。
数人から連絡があったものの交換までには至らず、困っていましたがないものは仕方ないので加工することにしました。
各部寸法を採寸して、図面に落とし加工開始です。
文章にすると1行ですが、これもなかなか大変な作業で、この採寸を間違えると大変なのです。
今回のユニットはネジ加工も含まれているので、どの部分から加工するのかなど色々考えながらの作業が続きます。

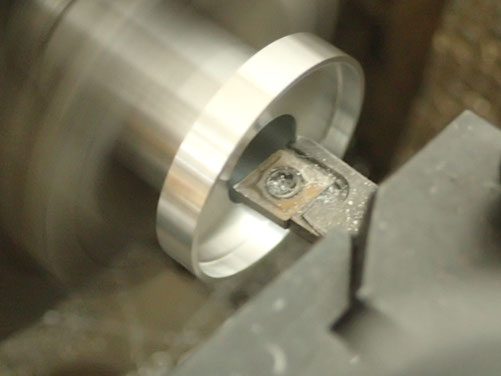
まず、ワンウェイクラッチの収まる内径加工からスタートです。
ワンウェイクラッチの外径はφ12.00で、これを圧入するため、内径11.99ぐらいを目指して加工していきます。
大まかな加工はNCプログラムで加工を進め、最後は手動で加工を進め、目指す加工精度で加工を行なうことができました。
内径用マイクロメーターで計測しながら、削り過ぎないように慎重に加工を進めました。
外形加工に関してはプログラム加工を行ないました。
外形加工後にネジ加工を行ないます。M14×0.75のメートルネジでした。
ユニットの裏側に関しては、加工径と深さに注意しながらマニュアル加工で対応しました。
特にワンウェイクラッチの収納部を写真の面側から加圧できるように開口部寸法を11.5mmにしております。
加工に関しては図面通りに加工するのみなのですが、この図面が間違えている、すなわち採寸間違いがあると加工間違いに直結するので、採寸までが一番重要なのかもしれません。

加工が完了し、ワンウェイクラッチを圧入します。
まずお鍋にお湯を沸かして、加工したアルミのユニットを温めます。
ワンウェイクラッチは直前まで冷凍室に入れておきます。
バイスにユニットをセットして、ワンウェイクラッチを位置合わせして、一気に加圧して圧入していきます。
温度差による膨張率の違いで案外スムーズに圧入できましたが、入れ込む角度が少しでもズレれば悲惨な結果になりますので、緊張を強いられる作業でした。
ということで純正品のギヤmOリングを取付け、リールにセットして回してみると、問題なくスムーズに回ります。
ということでA.T.Hリールのワンウェイクラッチユニットを加工することができました。
検索でヒットするようにもう一度書いておきます。
アリ・ハートリールの巻方向を変更するためのワンウェイクラッチユニットを作製することができました。
何とか手に入れたリールだけど巻方向を変更したい
そんな願いのお手伝いができるかもしれません。
結構加工時間もかかりますので、お値段は少し高くなりますが、他で対応できないものかもしれません。